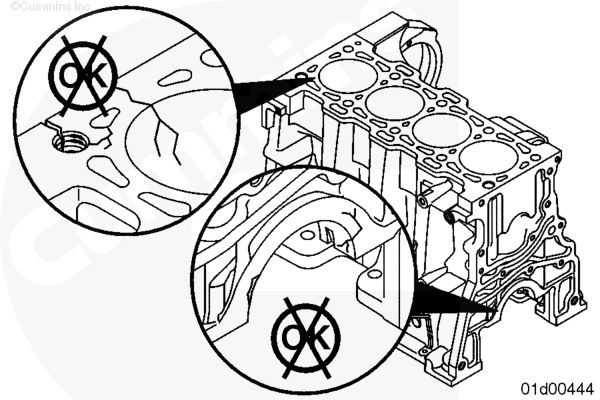
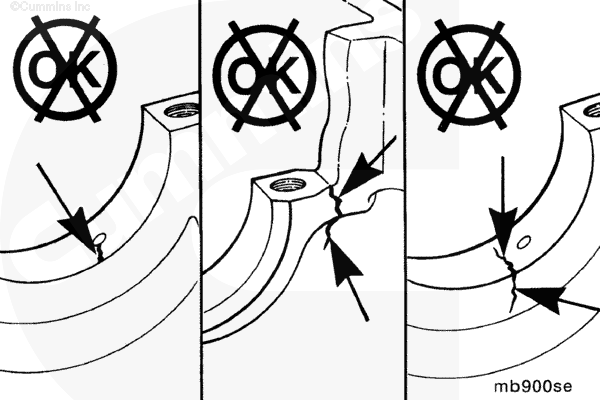
Перед очисткой или дальнейшей разборкой блока цилиндров осмотрите его, проверив отсутствие повреждений (трещин, следов истирания и пр.), которые могут исключить возможность его повторного использования. Особое внимание уделите следующим позициям:
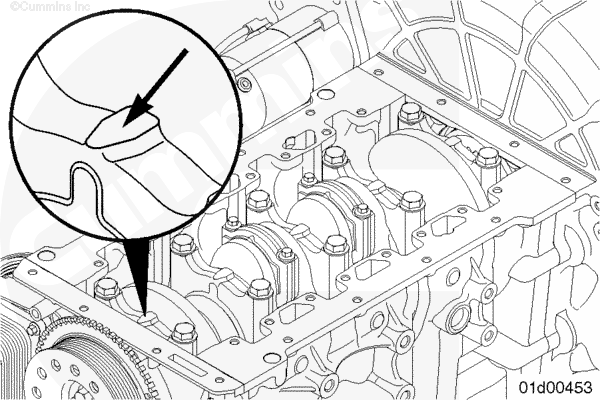
Крышки и постели коренных подшипников
Цилиндры
Верхняя плоскость блока цилиндров
Поверхность крепления поддона картера
Поверхность крепления впуска водяного насоса
Поверхности под прокладки в передней и задней части блока цилиндров
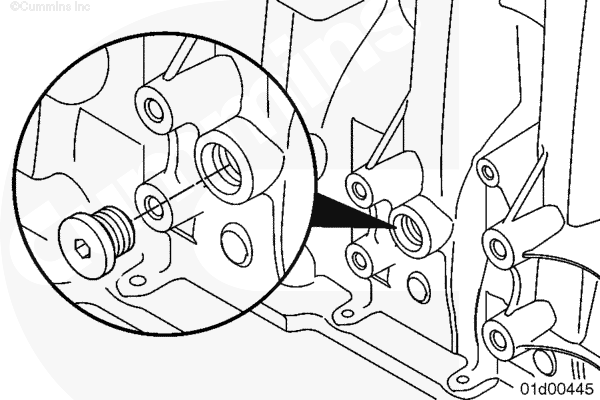
Проверьте все заглушки на отсутствие признаков повреждений или утечек.
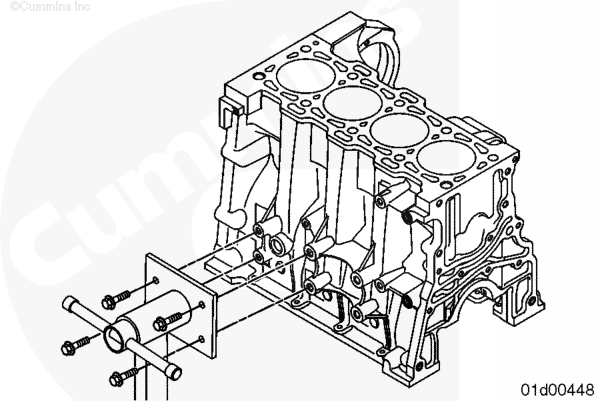
Если необходимо тщательно очистить блок цилиндров перед повторным использованием из-за большого числа посторонних частиц или загрязнения, снимите все соответствующие заглушки.
Убедитесь в том, что все каналы систем смазки и охлаждения очищены.
При очистке с помощью растворителей, кислот или щелочных соединений следуйте рекомендациям их производителя. Во избежание травм используйте защитные очки и защитную одежду.
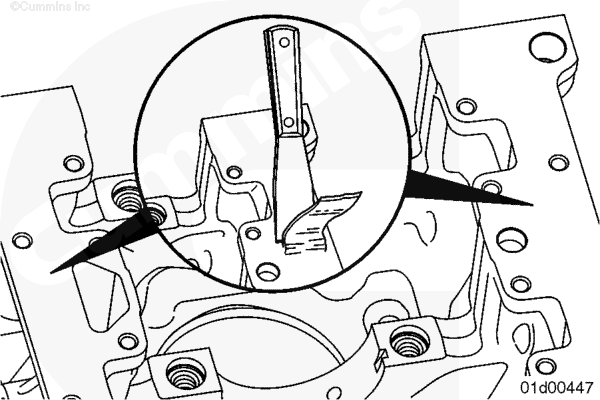
Ершиком с неметаллический щетиной и чистым растворителем очистите отверстия для смазки в блоке цилиндров.
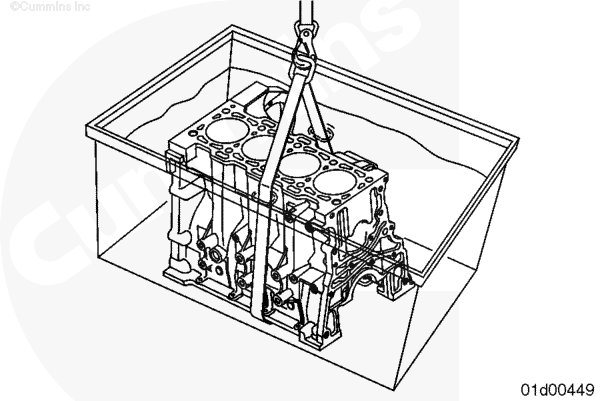
Масса этого узла превышает 23 кг (50 фунтов). Во избежание получения травм при подъёме узла используйте подъёмник или воспользуйтесь посторонней помощью.
При очистке с помощью растворителей, кислот или щелочных соединений следуйте рекомендациям их производителя. Во избежание травм используйте защитные очки и защитную одежду.
Соблюдайте инструкции производителя по эксплуатации промывочной емкости.
Соблюдайте инструкции производителя по использованию растворителя.
ПРИМЕЧАНИЕ: Фирма Cummins не даёт рекомендаций в отношении конкретных средств для очистки. Опыт показал, что наилучшие результаты дают те средства, которые можно нагреть до 80 - 95°C (176 - 203°F). Идеальным является использование промывочной емкости, в которой очищающий раствор будет перемешиваться и фильтроваться.
При очистке паром используйте защитные очки или маску, а также защитную одежду. Горячий пар может вызвать тяжёлую травму.
ПРЕДУПРЕЖДЕНИЕ
При работе со сжатым воздухом пользуйтесь средствами защиты глаз и лица. Разлетающиеся в стороны частицы грязи могут привести к травмам.
ВНИМАНИЕ
Для уменьшения вероятности повреждения двигателя обязательно удалите все посторонние частицы из отверстий под болты и из масляных каналов.
Извлеките блок цилиндров из промывочной емкости.
Тщательно очистите блок цилиндров паром
и просушите сжатым воздухом.
ПРИМЕЧАНИЕ: Если блок цилиндров не подлежит немедленному использованию, нанесите на него консервационное масло для защиты от ржавчины. Накройте блок цилиндров, чтобы пыль не прилипала к маслу.
После очистки блока цилиндров повторно проверьте его на отсутствие признаков трещин, истирания и изменения цвета, которые исключат возможность его повторного использования.
Для выявления трещин используйте комплект для обнаружения трещин (номер по каталогу 3375432).
Особое внимание уделите следующим позициям:
Крышки и постели коренных подшипников
Цилиндры
Верхняя плоскость блока цилиндров
Поверхность крепления поддона картера
Поверхность крепления впуска водяного насоса
Поверхности под прокладки в передней и задней части блока цилиндров
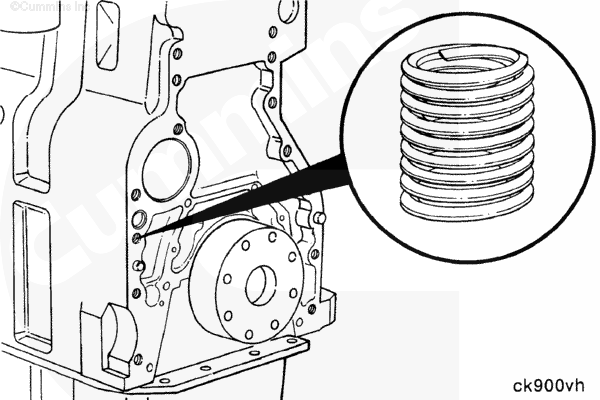
Проверьте все резьбовые отверстия под болты на отсутствие повреждений резьбы. Для ремонта резьбовых отверстий можно использовать футорки.
Предусмотрены следующие ремонтные комплекты футорок:
Номер по каталогу 3377905 - для резьбы американского стандарта
Номер по каталогу 3377903 для метрической резьбы.
ПРИМЕЧАНИЕ: Футорки нельзя использовать для ремонта резьбовых отверстий под болты крышек коренных подшипников. При их повреждении блок цилиндров подлежит замене.
Все измерения блока цилиндров необходимо проводить, когда он лежит на плоской поверхности с установленными крышками коренных подшипников.
Если блок цилиндров находится на стенде и/или крышки коренных подшипников не установлены, измерения могут быть неточными из-за деформации. (Это относится к диаметрам цилиндров, отверстий под коренные подшипники и пр.).
Установите крышки коренных подшипников без вкладышей. Используйте следующую процедуру для установки крышки коренного подшипника. См. Процедуру 001-006 в Разделе 1.
Затяните болты коренных подшипников.
Момент затяжки: 80 n.m [59 ft-lb]
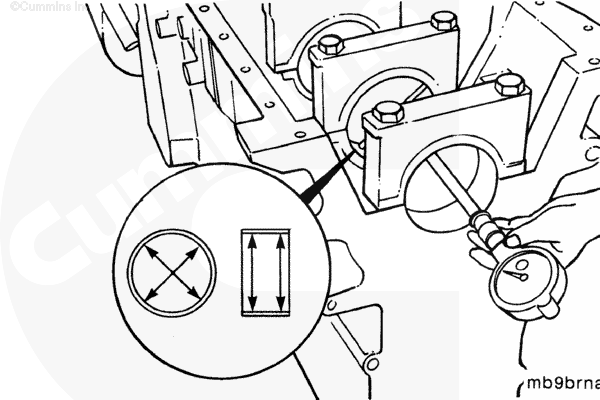
Измерьте диаметр постели коренного подшипника.
Диаметр постели коренного подшипника
mm
in
Шейки 1 и 5
79.982
МИН
3.1489
80.008
МАКС
3.1499
Шейки 2, 3 и 4
79.977
МИН
3.1487
80.013
МАКС
3.1501
ПРИМЕЧАНИЕ: Если диаметры постелей коренных подшипников не соответствуют норме, проверьте правильность установки и ориентации крышек коренных подшипников. Если крышки коренных подшипников установлены правильно, блок цилиндров подлежит замене.
Проверка возможности повторного использования болта коренного подшипника
ВНИМАНИЕ
Несоблюдение требования по проверке болта коренного подшипника на соответствие нормам повторного использования может привести к серьезным повреждениям двигателя.
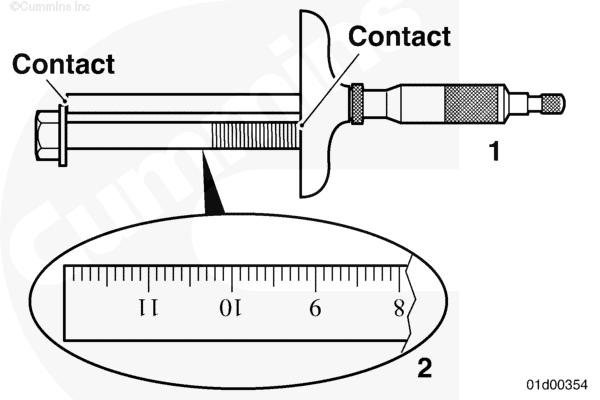
Для проверки возможности повторного использования болта коренного подшипника обязательно измерьте его длину так, как это описано ниже.
Измерьте длину каждого снятого болта коренного подшипника от нижней поверхности головки до торца резьбовой части (см. рисунок) одним из двух способов:
При помощи микрометрического глубиномера (предпочтительный метод из-за большей точности)
При помощи слесарной линейки.
Если результат измерений выходит за пределы технических условий, болт коренного подшипника подлежит замене.
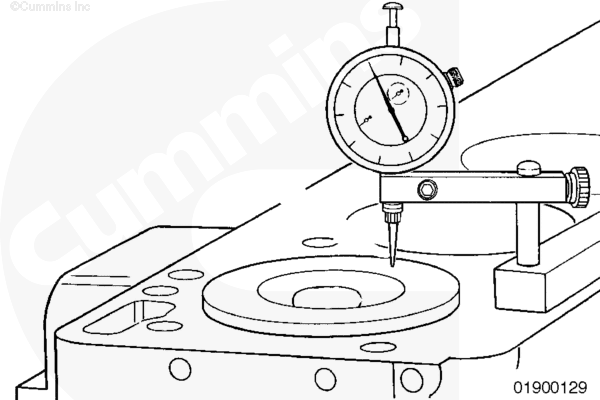
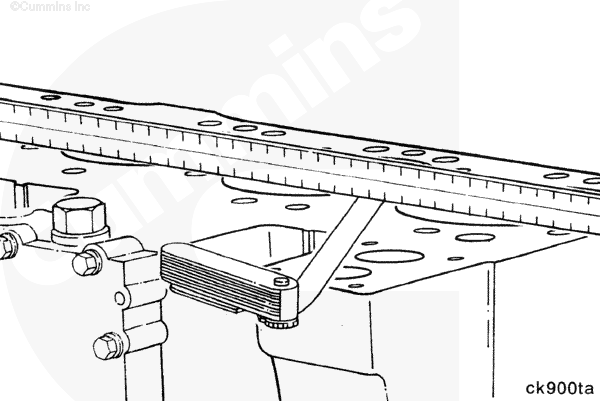
Измерьте отклонение от плоскостности верхней поверхности блока цилиндров.
Отклонение от плоскостности блока цилиндров
mm
in
Total
0.075
МАКС
0.0030
В пределах зоны радиусом 50 мм [1,97 дюйма]
0.010
МАКС
0.0004
Проверьте отсутствие мелких неровностей или дефектов. При их наличии верхняя поверхность блока цилиндров подлежит шлифовке.
ПРИМЕЧАНИЕ: Шлифовка верхней поверхности блока цилиндров допускается только в том случае, если после этого можно обеспечить требуемую высоту выступания поршней.
Использование ремонтных прокладок после шлифовки верхней поверхности блока цилиндров не предусмотрено. Если после такой шлифовки нельзя обеспечить требуемую высоту выступания поршня, блок цилиндров подлежит замене.
Измерение диаметра цилиндра производится на расстоянии более 50 мм (1,97 дюйма) от верхней поверхности блока цилиндров во избежание снижения точности измерений.
ПРИМЕЧАНИЕ: При выполнении измерений, матирования или расточки цилиндров все крышки коренных подшипников должны быть закреплены болтами, затянутыми с требуемым моментом затяжки. См. Процедуру 001-006 в Разделе 1.
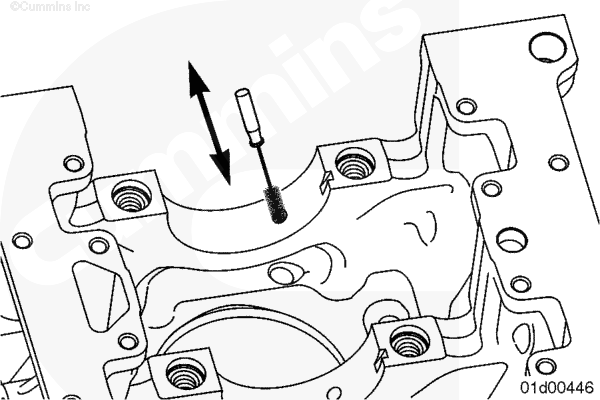
Проверьте поверхность цилиндров на отсутствие повреждений или чрезмерного износа.
При помощи циферблатного нутромера (номер по каталогу 3376619) измерьте диаметр цилиндра в 4 точках, отстоящих друг от друга на 90 градусов, в крайних положениях хода поршня.
Не допустите попадания инородных частиц, образовавшихся в ходе выполнения ремонтных операций, в масляные каналы двигателя. Несоблюдение этого требования приведет к выходу двигателя из строя.
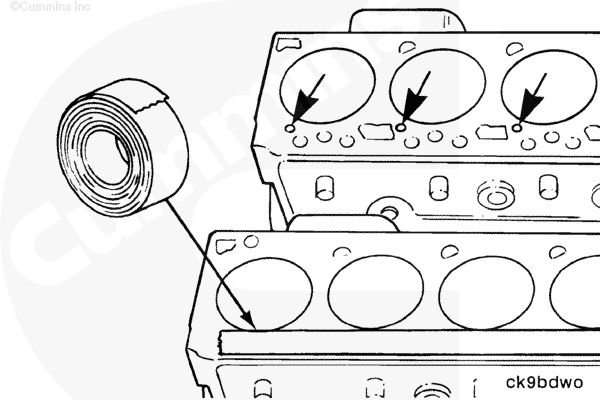
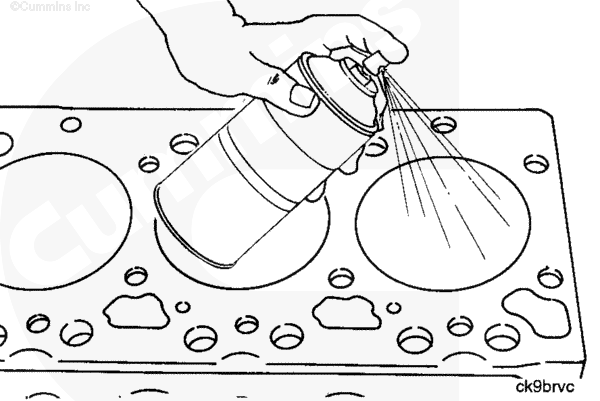
Перед ремонтом цилиндров обязательно закройте масляные каналы и отверстия под толкатели в верхней части блока цилиндров водостойкой пленкой.
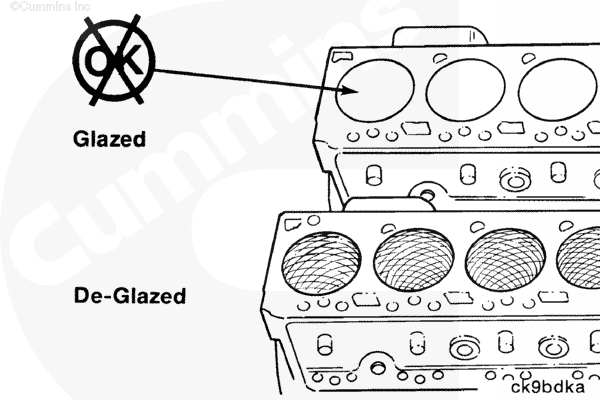
Матирование обеспечивает качество поверхности цилиндра, необходимое для нормальной работы поршневых колец. Матирование допускается только в том случае, когда размеры цилиндров все еще соответствуют норме.
ПРИМЕЧАНИЕ: Посадка новых поршневых колец в цилиндрах с глянцевой поверхностью не будет плотной.
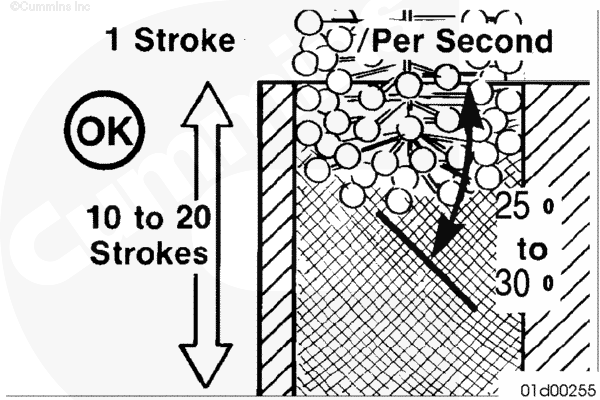
Используйте круглую хонинговальную головку (номер по каталогу 3823612) или аналогичную с частотой вращения 300 - 400 об/мин, совершающую за секунду один цикл перемещения в вертикальном направлении. Используйте масло для хонингования высокого качества или смесь равных долей моторного масла SAE 30W и дизельного топлива.
ПРИМЕЧАНИЕ: Вертикальные проходы должны быть плавными и непрерывными по всей высоте цилиндра.
Проверьте отверстие цилиндра после 10 проходов.
ПРИМЕЧАНИЕ: Угол нанесения перекрещивающихся линий зависит от частоты вращения и скорости вертикального перемещения хонинговальной головки. Слишком высокая или слишком низкая скорость перемещения приведет к отклонению этого угла от нормы.
На правильно матированной поверхности цилиндра должны быть заметны перекрещивающиеся линии, идущие под углом 20 - 25 градусов относительно верхней плоскости блока цилиндров.
При работе со сжатым воздухом пользуйтесь средствами защиты глаз и лица. Разлетающиеся в стороны частицы грязи могут привести к травмам.
ПРЕДУПРЕЖДЕНИЕ
При очистке с помощью растворителей, кислот или щелочных соединений следуйте рекомендациям их производителя. Во избежание травм используйте защитные очки и защитную одежду.
ВНИМАНИЕ
После завершения очистки не забудьте удалить пленку, закрывающую отверстия под толкатели. Несоблюдение этого требования может привести к выходу двигателя из строя.
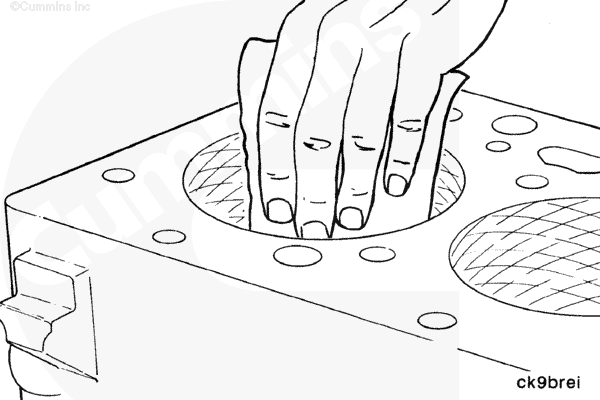
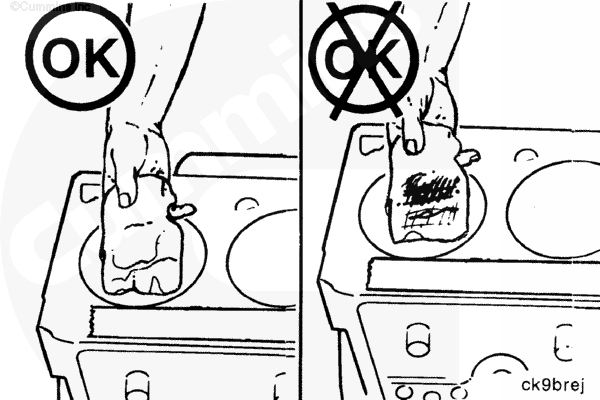
Проверьте чистоту поверхности цилиндра, протерев ее куском белой безворсовой ткани, слегка смоченной в масле. При наличии остатков абразивного материала продолжайте очистку до полного их удаления.
Промойте поверхность цилиндров растворителем. Просушите блок цилиндров сжатым воздухом.
При замене блока цилиндров или использовании блока цилиндров, находившегося на складе, обязательно удалите моторное и консервационное масло с поверхностей цилиндров, мест установки прокладок и постелей коренных подшипников перед его использованием.







 ПРЕДУПРЕЖДЕНИЕ
ПРЕДУПРЕЖДЕНИЕ 
 ВНИМАНИЕ
ВНИМАНИЕ 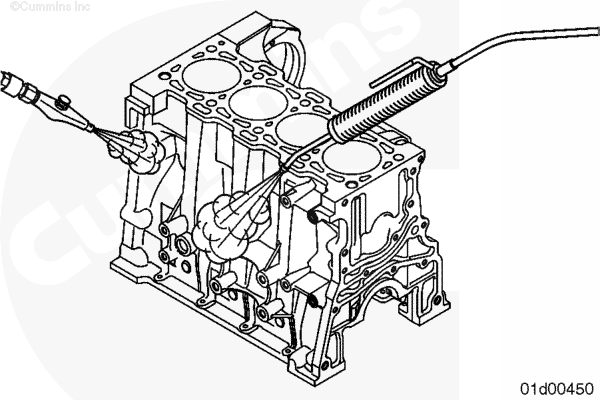


;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}